新着情報
NEWS
BIG大昭和 テグテック セミナー
教育2020/07/29
BIG大昭和
ツーリングについて
●ツーリングの基礎
ツーリングとは、工作機械・加工方法・加工順序・使用工具等を
含んだ総合的なシステム
加工工具を保持するものの総称→工具保持具
ツーリング 加工工具を保持するものの総称
tooling
ツールホルダ 加工工具を保持するホルダーと
tool holder アーバの総称
アーバ ホルダ
arbor holder
保持する部分が 保持する部分が
凸形状のもの 凹形状のもの
チャック
・コレットチャック方式→コレットを介してストレートシャンクを持つ
加工工具を保持するホルダ
・ロールロック方式 →多数のニードルローラを使用し、弾性変形を
応用して加工工具を保持するもの
・油圧チャック方式 →油圧で加工工具を保持するホルダ
・焼きばめ方式 →熱膨張を利用し、加工工具を保持する
最も原始的で単純なチャック
●ミーリングチャック
ストレートシャンクを持った加工工具を保持するものの総称
一般的にはロールロックチャックのことをさすことが多い
BIG→Oリングで完全防水
他社→シムのみ、シール機構なし
把握力 高
ミーリングチャック
ハイドロチャック
焼きばめチャック
コレットチャック
把握力 低
●ハイドロチャック(油圧チャック方式)
2か所の油圧室
クランプスクリュをレンチで締めると油圧がかかり、工具を保持できる
振れ精度が安定する
コレットチャック→刃物突出しの影響が大きい
★端面振れ
ハイドロチャック→刃物突出しの影響が少ない
★平行振れ
●焼きばめチャック
熱膨張を利用し、加工工具を保持する
コンパクトにできる
加工工具の着脱には専用の過熱装置が必要
チャックの選定
・振れ精度 ─
・剛性 | 高速性
・把握力 | 防塵清
・干渉(コンパクト性) | 価格
・操作性 ─ センタースルークーラント
☆基本的に見た目通りでok
太くて短いツールを選択
【コレットチャック】
・振れ精度が良い
・汎用性が高い
・コレットサイズが豊富
・ホルダのバリエーションが豊富
【ミーリングチャック】
・把握力や剛性が高い
・エンドミルの荒加工、重切削向き
【ハイドロチャック】
・振れ精度が良い
・繰り返し精度が安定している
・操作性が良い
・穴加工や中仕上げ加工向き
【焼きばめチャック】
・振れ精度が高い
・干渉が少ない
・金型加工向き
・専用の装置が必要
プルスタッドボルト
プルボルトはツーリングと機械とをつなぐ唯一の部品
コレット方式→面当たり
ボール方式 →点当たり
テグテック
inter national metalworking campany
イスカル(イスラエル)
タンガロイ(元東芝グループ)
インガソル
テグテック(鉱山 超硬原材料)
韓国企業→国際企業(バンクシャーハサウェイ・アメリカの投資会社に買収される)
旋削工具
材質(超硬)
コーティング
インサート ※日本ではチップ→海外では切り粉を意味する
粉末超硬パウダーを焼き固めて作る
母材は
Wc –タングステンカーバイト
Co—コバルト
型に入れて焼き固める
10-30%縮む
強度が求められる→断続切削に強くなる
耐久性を上げるために粒子を小さくしている 0.5ミクロン
コーティング 寿命が上がる、切削速度が上がる(酸化現象、発熱への対策)空気中の酸素を吸って(酸化して)劣化する→コーティングの進化によって酸化現象、発熱に強くなってきた
チタン、クロム、アルミナ、多層コーティング
CVD(化学蒸着法) ガスを蒸着させる、均一な仕上がり、定着がよい 高温700~1100℃で母材の熱変異(劣化)が多い 耐摩耗性が強い高温に強い 旋盤のチップに多い
PVD(物理蒸着法)金属をイオン化して照射して膜を作る、高温の必要がない400℃~500℃くらい 母材の熱変異が少ない→断続加工に強くなる(母材の劣化が少ない)→重切削、フライスが多い
チップのポジとネガ
ポジ 逃げ角がもともとある 片面しか使えない
ネガ ワークに対して切れ刃がマイナスに進入する 両面使える → ブレイカーによって刃先をポジにする(逃げ角ができる)
ブレイカー 切り込み量、回転、送りによって決める。高すぎても低すぎても不可。適するものに変える。
切り粉が伸びる、繋がる、ビビるなどの問題をブレイカーで対策or条件があってない
例、突き出しが長く→周速を下げる→ダメなら低周速用のブレイカーに変える
・切り込みはマシンパワー、クランプパワーを要する
・断続加工(+取り代の変動)は、ブレーカーの刃先の強いもの、コーティング、材質がひとつ柔らかいもの
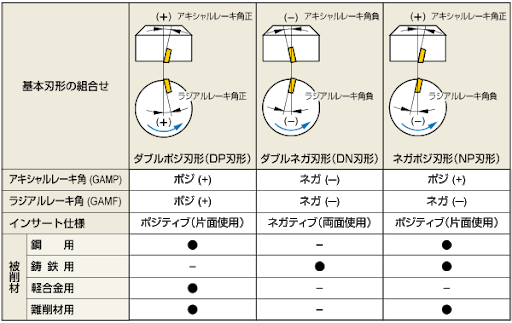
ミーリング主要3要素
1.リード角(45°,90°)
2.アキシャルレーキ(軸すくい角 刃先が先にあたるポジ、後にあたるネガ)
3.ラジアルレーキ(径すくい角)