


新着情報
NEWS
加工の知識②測定編前編まとめ 021009
教育2020/10/08
加工の知識➁測定編前編
●測定器の使い方
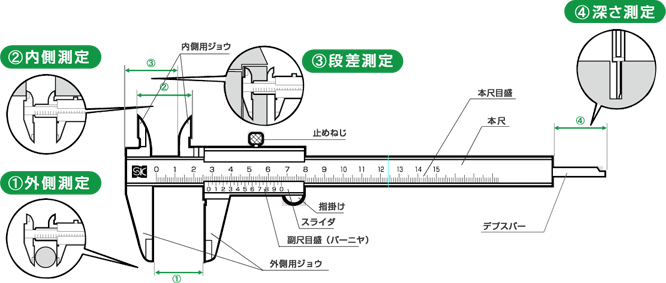
①ノギス
最小0.05まで測ることができる
デジタルノギスはあくまで参考
読むのが早い、故障が多い
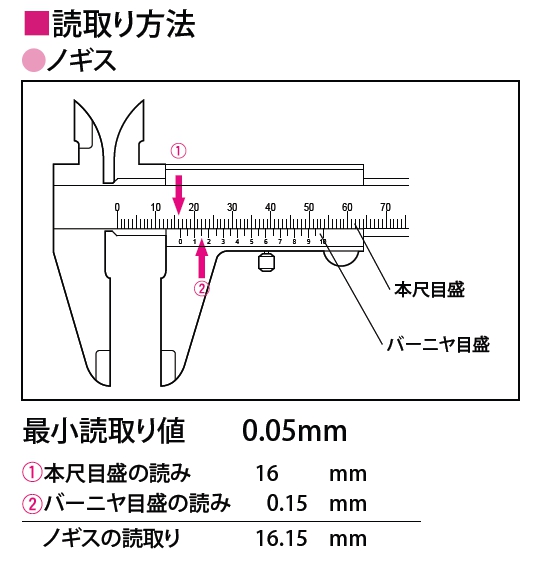
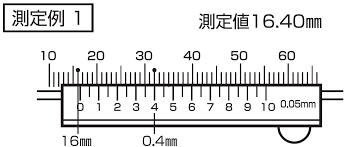
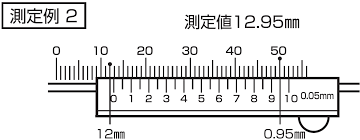
バーニャ目盛の組み合わせで測定する
本尺目盛の左の線
+
本尺目盛とバーニャ目盛の一致している線
①外径測定(はさむ)
②内径測定(広げる)
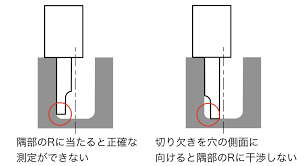
③深さ測定(穴に入れる)
④段差測定(デプスバーより安全)
デプスバーの切り欠きが穴の側面に向くように
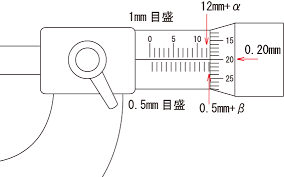
➁マイクロメーター(最小測定0.005)
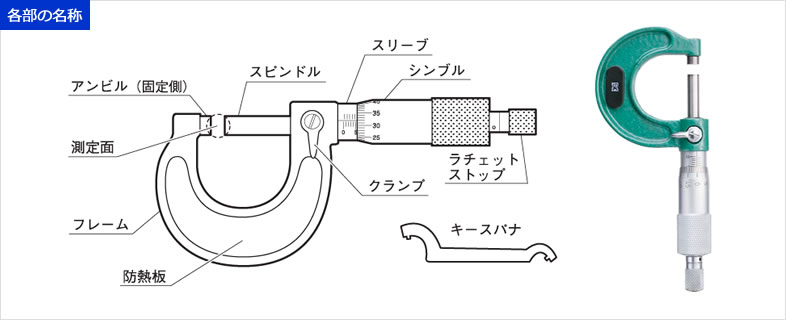
・被測定物をはさんで測定
デジタルは参考まで(メンテナンスできない)
測定面に紙をはさんで、紙を抜いて掃除
(0~25mmマイクロにしかできない)
ラチェットの回し方で数値がかわる
(0.005mm~0.01mm)
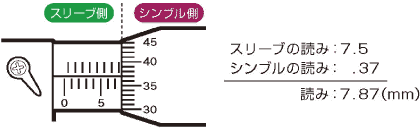
スリーブ下の目盛+スリーブ上の目盛+シンブル目盛の一致したところ
定期的に外部に校正に出す
③シリンダゲージ
穴の内径を測定する
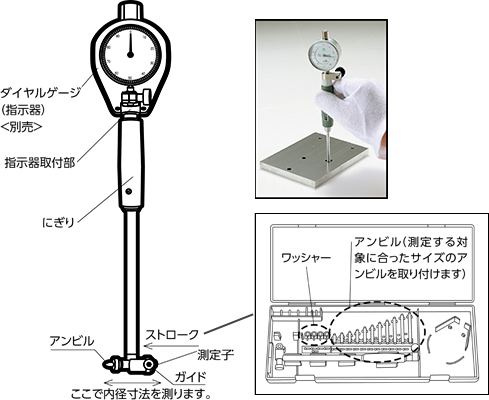
アンビルの交換をして穴の内径とストローク一致させる
原器(シリンダゲージ・マイクロメータ)でシリンダゲージをゼロ点
にセットする
*短針の動きに注意
(一周読み間違えで1mmの誤差)
長針の動きが切り替わる位置でゼロセットする
部品がなくなりやすい
つまり防止にメンテナンス
自分の仕事に取り入れたいこと
あまり測定具の管理が出来ていないと思うので、この機会に動きなど
チェックしながら掃除をしてみようと思う
測定具の各部の名称を改めて知ることができた。測定具の動きが良く
ないと良い仕事はできないので、油汚れなどに気を付けてきれいに
したい
測定具は精密機器なので、落としたり衝撃を与えたり汚したりしない
ように丁寧に取り扱う
動画の人は、品物やマイクロメータに肌の熱が伝わると、寸法が変化
するかもしれないと言っていた。そこまで気にしたことはなかったが、
わずかな誤差なので、阪本の仕事では必要のない心配のような気もする
デジタルノギスをよく使っていたが、通常のノギスより故障しやすく
誤差が大きい場合があるので注意したい
ピックテスターの微調整する製品が使いやすそうと思った
ノギスデプスバーではない段差測定をはじめて知ったので、使ってい
こうと思った
ノギスの段差測定ははじめて知ったので、機会があれば使ってみよう
と思う
④の段差測定の仕方を知らなかった。段差の測定をすることがあったら
使ってみようと思う
振り返り・今日の学び
最近、老眼になってきているので、目盛の読み間違いをしないように
気を付けていこうと思う
測定器の動きが悪くならないように、切削油などはきれいに落として
から使い、動きの良いきれいな状態を保ちたい。
動画で底からの測りにくい高さの測定方法が勉強になった
デプスバー使って穴の深さを測る際に、切り欠きをいつも穴の中心に
向けて使っていた。座ぐりを測る際などは穴の側面に向けて使うよう
に改めたいと思う。
マイクロメータのプラスチックは、測定範囲を記入するために取り付
けているのだと思っていたが、防熱板の役割をしているのは初めて
知った
測定器を定期的に外部で校正することは大事だと思った
マイクロメータのラチェットの力加減が今一歩自信無いので、精進し
ていきたいと思う
測定器の各部位の名称は知らないことが多かったので、参考になった
マイクロメータやシリンダゲージは使ったことが無かったので、使い
方や部位などを知ることが出来て良かった